
- Перед началом работ
- Зачистка трубы
- Установка фитинга
- Сварочные работы
- Процесс охлаждения
- Частые ошибки и дефекты
Работы по монтажу электросварных фитингов должны осуществляться в сухом и защищённом от дождя, снега, ветра и пыли месте. Температура окружающей среды при этом должна составлять от -5 °C до +40 °C. Холодная погода оказывает влияние как на фитинги, так и на сварочное оборудование. Электросварные фитинги требуют больше энергии в начале цикла плавления и эта потребность возрастает в холодную погоду.
Перед началом сварочных работ, необходимо изучить инструкцию по эксплуатации сварочного аппарата, приложенную производителем. Это гарантирует длительный срок эксплуатации и качественный результат работ.
Перед началом работ
Следует подготовить и проверить следующее оборудование:
- электросварочный аппарат;
- электросварной фитинг;
- инструмент для резки труб;
- инструмент для зачистки труб;
- оборудование для удержания труб;
- приспособления для скругления труб;
- средство для обезжиривания поверхности;
- измерительную рулетку;
- маркер.
Подготовка перед сваркой является очень важным моментом и необходимо уделять пристальное внимание данному процессу.
Теперь следует рассмотреть трубу на пригодность. Наличие засечек и потертостей допускается, однако их глубина не должна составлять более 10% от общей толщины стенки трубы. Концы должны обрезаны под углом в 90°. Овальность при этом не должна превышать 1,5%. Труба, имеющая глубокие засечки и обладающая овальностью выше 1,5%, считается непригодной для проведения работы по монтажу электросварных фитингов.
Если присутствует овальность труб (разность между максимальным и минимальным наружным диаметром), используйте приспособления для скругления (скругляющие накладки, калибровочные зажимы, позиционеры с функцией скругления).
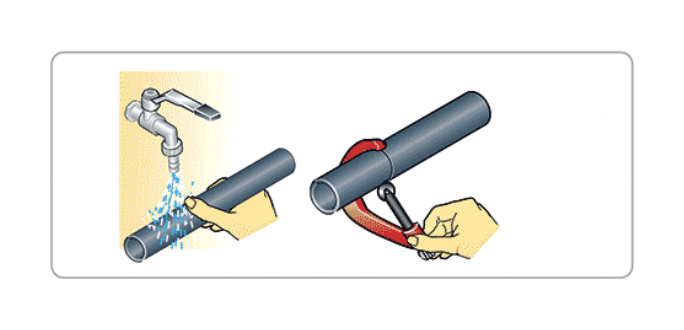
Зачистка трубы
Длина трубы должна быть больше глубины установки фитинга минимум на 10 мм. Ее следует зачистить ручным скребком. Запрещается использовать шлифовальные круги, напильники и наждачную бумагу. Глубина зачистки должна составлять ориентировочно 0,1 мм. Процесс должен выполняться таким образом, чтобы образующаяся стружка оставалась на самом конце трубы. Позднее она должна быть удалена, а грани округлены под углом в 45°.
Если труба имеет диаметр более 63 мм, то допускается использовать механический скребок. В данном случае, глубина зачистки должны быть порядка 0,2 мм. Грани округляются под тем же углом в 45° при помощи ручного скребка.
Для очистки следует воспользоваться обезжиривающим средством. Запрещается использовать денатурированный спирт или ацетон. К очищенной поверхности нельзя прикасаться руками и другими предметами. Если это произошло, то процесс обезжиривания следует повторить.

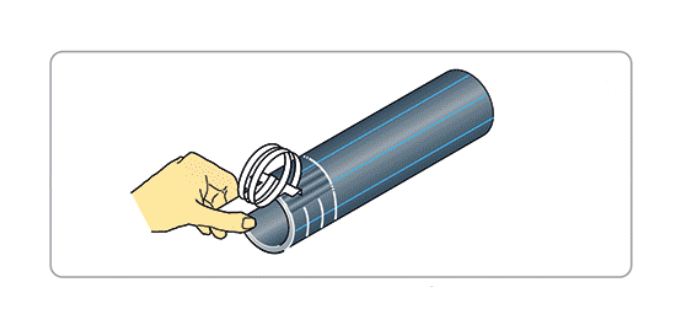
Установка фитинга
При помощи маркера следует отметить глубину посадки трубы. Рекомендуется делать отметку не менее чем на треть всей окружности. Так можно будет убедиться в том, что в процессе монтажа фитинга, стык не был смещен.
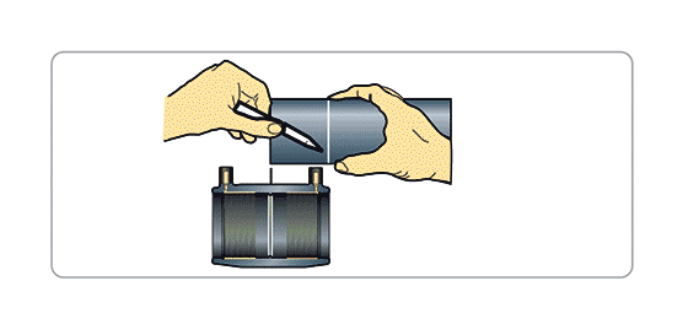
Вставьте трубы в фитинг на нужную глубину. Необходимо избежать повреждений закладного нагревателя фитинга – для этого выполняйте вставку труб в фитинг без перекосов, трубы не должны находиться под действием изгибающих напряжений и усилий от своего веса.
Закрепите сборку в специальный выравнивающий зажим – это обеспечит соосность и неподвижность свариваемых элементов в процессе сварки. Угол излома труб и фитинга не должен превышать 5 градусов. Чтобы избежать выхода расплавленного материала из зоны сварки, не допускается оказывать любую механическую нагрузку на трубы и фитинги до остывания сварного соединения.
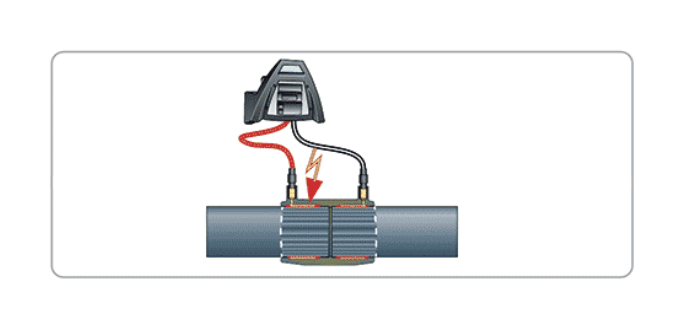
Сварочные работы
Следует соблюдать следующую последовательность действий:
- подключить контактные клеммы к фитингу;
- включить сварочный аппарат;
- установить необходимые параметры сварки;
- убедиться, что поверхность очищена и обезжирена;
- убедиться в правильном положении фитинга;
- приступить к сварке.
Убедитесь, что процесс прошел непрерывно и без перебоев (отсутствовали предупреждающие сообщения на экране сварочного аппарата).
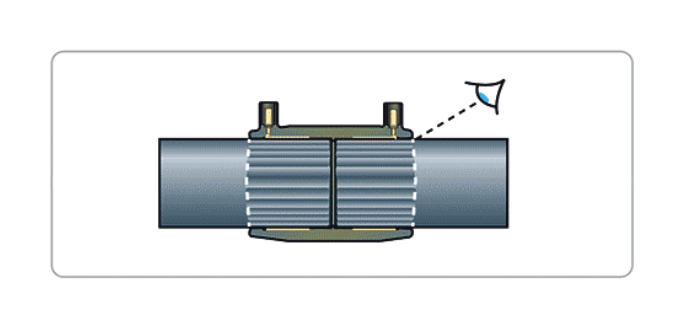
По окончании процесса выключите сварочный аппарат и отсоедините сварочные кабели. Проведите визуальный контроль качества выполненного сварного соединения (угол излома труб и фитинга не более 5°, на поверхности нет следов температурной деформации или сгоревшего полиэтилена, по периметру фитинга нет следов расплава).
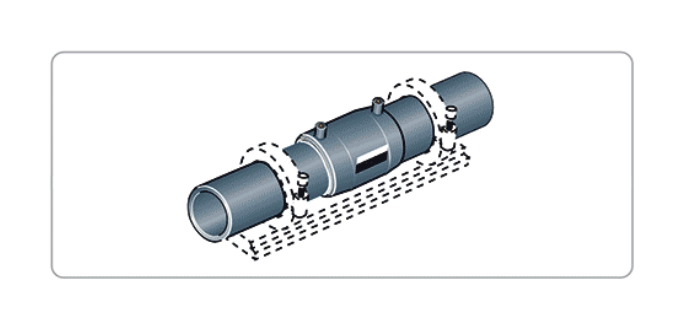
Процесс охлаждения
Оставляйте сборку внутри выравнивающего зажима на время охлаждения.
На фитинге указано время его охлаждения после проведения сварных работ. Как только фитинг отсоединен от аппарата, следует записать время и дождаться, когда пройдет промежуток, заявленный производителем.
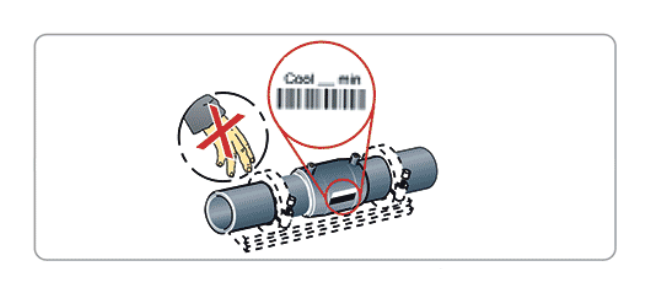
Процесс охлаждения должен проходить естественным путем. Запрещается использовать жидкости или сжатый воздух.
На конечном этапе, следует демонтировать выравнивающий зажим и проверить наличие отклонений. Необходимо убедиться, что сработали индикаторы и отсутствуют утечки полиэтилена.
Частые ошибки и дефекты
Сварка фитинга не должна проводиться, если имеют место следующие дефекты:
- сварочный аппарат неисправен или имеет некорректные настройки;
- поверхность недостаточно хорошо зачищена;
- концы трубы обрезаны под углом, отличным от 90°;
- трубы смещены;
- на поверхности имеются грубые засечки.
Важно учитывать, что процесс сварки электросварных фитингов должен быть выполнен профессионалами с соответствующим опытом и квалификацией. Все сварочные работы должны соответствовать требованиям действующих регламентов и нормативных документов, а также рекомендациям производителя сварочного оборудования и электросварных фитингов.

